Customized apparel has carved its niche as a potent tool in branding, promotions, and personal expression. A thought, a design, a doodle can all take life when imprinted on fabric. But how does a simple sketch transform into a tangible, wearable piece of art? Let’s venture into the world of Blankstyle and uncover the fascinating journey of a design from a mere concept to a finished product.
Step 1: The Blueprint of Creativity – Designing
The journey begins with a design concept. Whether it’s an intricate illustration, a simple logo, or a catchy slogan, the idea should align with the intended message or the essence of a brand. The design acts as a brand’s voice, a whisper to its audience, so it’s essential to craft it with precision, ensuring it’s versatile and compatible with varying shirt colors. If designing isn’t your forte, collaborating with a professional designer can make all the difference, ensuring your vision is meticulously articulated.
Step 2: Mapping the Quantity & Budget
Before diving deep into the production process, it’s essential to delineate the quantity and budget. For wholesalers, buying in bulk is cost-efficient. However, it’s crucial to break down the sizes, remembering to provide an inclusive size range. The final quantity impacts the chosen printing technique, with some methods being more economical for bulk orders.
Step 3: Selecting the Perfect Printing Technique
Depending on the design intricacy, color palette, and budget, one must select the optimal printing method:
Screen Printing: The go-to for bulk orders. Each color demands a unique screen, making it ideal for designs with limited colors.
Vinyl Graphics: Perfect for simple, bold graphics, especially for smaller batches.
Direct-to-Garment (DTG): Suitable for designs bursting with details and colors but is more aligned with smaller orders.
Step 4: Finding the Right Printing Partner
A harmonious collaboration with the right printer is paramount. At Blankstyle, we champion quality and consistency. When you entrust us with your design, we ensure it’s impeccably translated onto fabric. By either visiting us or exploring online, you can gauge our commitment to excellence, ensuring you’re aligning with a printer that values your vision.
Step 5: Fabric Selection & Shirt Type
Comfort is paramount. The choice of fabric can significantly impact the final product’s feel and durability. While 100% cotton remains a classic, blends offer versatility in texture and cost. Beyond fabric, the shirt’s cut and style should reflect the target audience’s preferences. Whether it’s a V-neck, crew-neck, or a tank top, the style should resonate with the intended wearers. Pictured to the left is our Gildan 2000 Ultra Cotton T-Shirt G200.
Step 6: Design File Submission
Once the design is finalized, it’s time to hand over the baton to us. Submit your design files, ensuring they’re in the right format (preferably vector), allowing for precision in translation from digital to fabric. Find more information on how to do that with us right on our decoration info page
Step 7: Proofing for Perfection
Before the mass printing begins, we at Blankstyle believe in getting a nod of approval. A digital proof is shared to ensure the design sits perfectly, capturing every nuance.
Step 8: The Final Transformation
Once the proofs are approved, the production wheels start churning. The design takes life, imprinting itself on fabric, ready to narrate its story. Once printed, each piece undergoes a thorough quality check, ensuring it mirrors the approved design.
The Grand Finale With Blankstyle, the journey from a sketch to a shirt is an amalgamation of meticulous planning, artistry, and commitment to quality. As you unbox the finished shirts, you’re not just looking at fabric and ink; you’re holding a tangible manifestation of a vision, ready to resonate with its audience.
Dive into the realm of customized apparel with us, and let’s transform sketches into stories, together.
To get into the wholesale sports clothing industry, it is important to understand the history of why it exists in the first place. The history of independent and youth leagues in sports dates back to the late 19th and early 20th centuries, a time when local communities began to form their own sports teams and clubs. groups of friends or neighbors who shared a passion for a particular sport formed teams. Teams competed against one another locally. These early leagues were the foundation of what would eventually become a widespread trend, as independent and youth sports leagues grew and evolved over the years to become an integral part of many communities around the world.
As the popularity of sports continued to grow, more and more communities began to form their own teams, and this led to the creation of independent and youth sports leagues. community organizations, such as schools, churches, and local businesses formed teams and leagues. They provided an opportunity for young people to participate in organized sports.
Over the years, independent and youth sports leagues have continued to grow and evolve, becoming an integral part of many communities around the world. Local government, non-profit organizations, and private companies now organize these leagues today. They provide an opportunity for young people of all ages and skill levels to participate in organized sports. These leagues have played an important role in improving communities, providing opportunities for children and young adults to participate in organized sports and to learn valuable life skills.
How has this impacted communities?
One of the most significant contributions that independent and youth sports leagues have made to communities is in providing opportunities for children and young adults to participate in organized sports. These leagues give young people the chance to learn valuable life skills such as teamwork, leadership, and discipline. Through participating in organized sports, young people learn how to work together as a team to achieve a common goal. They also learn how to communicate effectively, how to handle adversity, and how to set and achieve personal and team goals. Furthermore, these leagues can also provide a sense of belonging and camaraderie, which can be especially important for children and young adults who may not have a strong support system at home.
Furthermore, research has shown that youth sports leagues can have a positive impact on reducing crime and improving academic performance among participants. Studies have shown that children and young adults who participate in organized sports are less likely to engage in criminal behavior and more likely to have better academic performance. This is due to the positive impact that participating in organized sports can have on a young person’s self-esteem, self-discipline, and self-worth. Additionally, organized sports can provide a positive outlet for children and young adults who may be at risk of getting involved in criminal behavior
WHERE TO START SHOPPING FOR YOUR TEAM
When it comes to outfitting a sports team, one of the most cost-effective and efficient ways to do so is to purchase wholesale sports apparel, wholesale sports clothing, wholesale baseball jerseys, and wholesale athletic wear. Wholesale suppliers offer pre-made garments that are easily customized with team colors, logos, and designs. Teams are quickly outfitted and at a lower cost because of this. This approach can be especially beneficial for teams on a tight budget or those that need to outfit a large number of players.
One of the key advantages of purchasing wholesale sports apparel is the cost savings. Wholesale suppliers offer bulk discounts, which can significantly reduce the overall cost of outfitting a team. This can be especially beneficial for teams that need to purchase a large number of garments, as the cost can add up quickly. Additionally, wholesale suppliers often have a wider selection of products to choose from. This makes it easier to find the right garments for your team.
Another advantage of purchasing wholesale sports apparel is the ability to customize the garments to match your team’s colors and designs. Wholesale suppliers allow teams to easily customize pre-made garments with team colors, logos, and designs, resulting in a quick and cost-effective outfitting process. This can help to create a sense of unity among team members and make your team stand out on the field or court.
It is also important to consider the quality of the garments when purchasing wholesale sports apparel, wholesale baseball jerseys, or really any wholesale athletic wear. Choose garments made from high-quality materials that can withstand the wear and tear of sports activities.
WHAT ARE SOME GOOD SUPPLIERS?
When looking for custom sports gear, several options exist. One option is to work with local suppliers that specialize in athletic wear such as sporting goods stores or screen printing companies. These suppliers usually have a wide selection of products to choose from. They can also help teams create unique designs that make them stand out on the field or court. Additionally, local suppliers can provide a personal touch and offer face-to-face customer service, which is beneficial for teams who want to work closely with their supplier to create the perfect designs for their team.
Working with a local supplier can also provide added convenience. Teams can visit the supplier in person to view the products and discuss their options. This allows teams to get a sense of the quality of the products. It can also provide an opportunity to try on garments and ensure the correct fit. Additionally, local suppliers may have a better understanding of the local market. They can recommend products that are suitable for the local weather and conditions.
Another advantage of working with a local supplier is that they may have established relationships with other local businesses and organizations. This can be beneficial for teams that are looking for additional resources, such as sponsorships or community support. Local suppliers may also be able to provide additional services. For example, they can repair and maintenance of sports equipment. This can be especially beneficial for teams that do not have their own equipment maintenance staff.
IS THAT MY ONLY OPTION?
Another option for teams looking for custom sports gear is to work with an online supplier. These suppliers offer a wide selection of products. They can help teams create custom designs that are both eye-catching and unique. Additionally, many online suppliers offer competitive prices and quick turnaround times, making them a great choice for teams that are working with tight budgets or need their gear quickly.
Working with an online supplier can also provide added convenience. Teams can place orders and make payments online, and have the gear delivered directly to their location. This can save teams time and effort, as they do not need to travel to a physical store to make purchases. Furthermore, many online suppliers offer virtual consultations. This is where teams can consult with a representative online, and get a sense of the products and services offered.
Online suppliers also offer a wide range of customization options, such as screen printing, embroidery, and sublimation printing. These techniques can be used to create unique designs that are specific to a team’s colors and logos. Additionally, online suppliers may offer a wider range of products than local suppliers, as they may have access to a larger inventory or a broader range of suppliers.
Teams can use online design tools offered by many online suppliers to create their own custom designs. These tools can be user-friendly. Teams can easily upload their own artwork, logos, and designs, and see a preview of the final product. This can save teams time and effort, as they do not need to work with a designer to create custom designs.
HOW DO I CUSTOMIZE WHOLESALE SPORTS APPAREL?
When it comes to customizing the apparel, there are several options available.
Screen Printing
One popular method is screen printing, which involves using a stencil to apply ink to the garment. This method is suitable for simple designs and is a cost-effective option. It is often used for large quantities and for designs with limited colors. Screen printing is a popular method for customizing t-shirts, jerseys, and other athletic wear. It is a relatively simple process that involves creating a stencil of the design. Then, using a mesh screen to apply ink to the garment. The ink is pressed through the stencil and onto the fabric, creating the design. This method is cost-effective and can create a high-quality result, but it is not suitable for designs with many colors or fine details.
Embroidery
Another option is embroidery, which involves using a needle and thread to create designs on the garment. This method is suitable for more detailed designs and can create a more premium look. Embroidery is often used for designs with a lot of color or fine details. It is a more complex process that involves digitizing a design, and then using a computerized embroidery machine to sew the design onto the garment. This method creates a durable and long-lasting design that can have a more premium look than screen printing. However, it is generally more expensive than screen printing and may not be suitable for large quantities.
Sublimation Printing
Sublimation printing enables creating more detailed designs. This includes a wider range of colors.This is done by printing a design onto a special transfer paper. Then, pressing it onto the fabric using heat and pressure. The fibers of the fabric absorb the inks used in this process, resulting in a more vibrant and permanent design. This method can be applied on various fabrics such as polyester and synthetic fabrics. It is perfect for designs with fine details and many colors. Though it is more expensive than screen printing or embroidery, it produces high-quality results.
HOW DO I MEASURE QUALITY?
Consider the quality of the garments when customizing sports team apparel. This is to ensure durability and performance of the sports team during their activities. Choose garments made from high-quality materials designed to withstand the wear and tear of sports activities. This includes selecting breathable, moisture-wicking fabrics to keep players cool and dry during intense activities. Additionally, consider durable, long-lasting fabrics that can withstand the rigors of sports, such as stretching, abrasion, and repeated washings.
Another important aspect to consider is the fit and comfort of the garments. Choose garments that are designed to fit well and be comfortable to wear. This includes selecting garments that are available in a wide range of sizes for players of all shapes and sizes. It’s also good to consider garments with features such as flatlock seams and ergonomic design. This is to reduce chafing and discomfort during intense activities.
To ensure the best quality of the garments, select them from a supplier that specializes in athletic wear. This means they offer durable, high-performance garments suitable for sports teams. Look for suppliers with a good reputation and a long history in the industry for quality products. Additionally, look for suppliers that can provide a quality guarantee on their products.
CONCLUSION
In conclusion, the history of independent and youth leagues in sports is a long and storied one. These leagues have played an important role in communities by providing opportunities for children to learn valuable skills. One of the most cost-effective and efficient ways to outfit a sports team is to purchase wholesale sports apparel. This includes wholesale sports clothing, wholesale baseball jerseys, and wholesale athletic wear. When searching for custom sports gear, teams have the option to work with a local supplier or an online supplier.
What is DTG Printing? Short for Direct-to-Garment, DTG printing is a method of printing designs directly onto t-shirts and textiles using a modified ink printer.
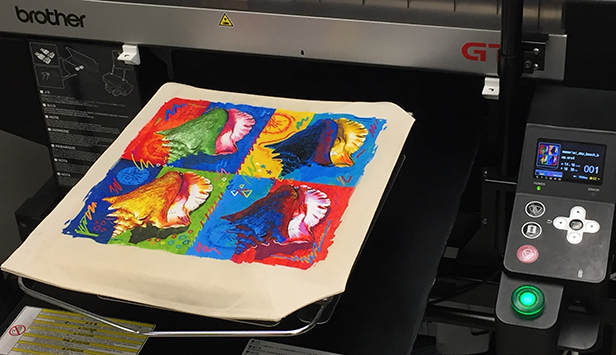
Brother DTG Printer
Direct to Garment printing is a direct descendant of inkjet printing. That means no screens, no mess, no thick plastisol ink–yet great detail and stunning color possibilities. How it works is a t-shirt is loaded onto the machine, and your design is printed directly onto the shirt using specially formulated water-based inks. The design is then heat set using either a heat press or a tunnel dryer. In the same way that your inkjet printer can print extremely detailed images, a DTG printer is able to produce photo-quality images on shirts that still have a soft feel.
No color limitations with DTG Printing means you can print what you want without the price going up. Photo courtesy of Behind the Blank
Sounds great, right? Well, Direct to Garment printing does have its limitations. Specialized ink means it’ll end up costing a little more. It’s also a lot slower than screen printing (think of standing in front of an inkjet printer and waiting for a piece of paper to come out), so labor costs are higher as well. And the printable area is a little smaller, too.
So with so many factors to consider, the real question is when to use Direct to Garment and when to screen print. The basic formula is if you’re printing a multi-colored and detailed design with less than 50 shirts, Direct to Garment is the more efficient and cost-effective choice. Once you start hitting quantities over 50, then screen printing becomes the faster and cheaper option. DTG is also the go-to option if you’re looking to print a photo-realistic image.
Print your illustrations right onto a shirt with DTG Printing
When printing DTG, the fabric content of the garment is by far going to be the main factor to consider when choosing which shirts to use. Lots of printers insist on going with only 100% cotton (like the Cotton Heritage MC1040 and the gildan 5000 ). We recommend going a step further and choosing ringspun cotton (like the Next Level 3600 or Tultex 290), which is much softer and smoother–and thus prints better. You could also choose an organic cotton shirt, which is great for marketing.
In general, screen printing is going to be a better choice for blended t-shirts if you’re looking for vibrant colors. This is because DTG Inks are best absorbed by 100% cotton, and the color won’t take as well to man-made fibers. However, if you’re looking for more of a subdued print with vintage-style faded colors, DTG could be the perfect choice for your design. White blended shirts print very well, but if you’re using anything other than that we suggest consulting with one of our print reps to be sure there won’t be any issues.
Alabama artist Bryson Thurston was kicked out of his high school art class. Now he’s a self-made, full-time artist, known for his bright, poppy colors, whimsical characters, and uplifting spiritual themes. Bryson has been using Blankstyle.com for a little over a year now, printing his colorful illustrations onto equally colorful hoodies and sweatshirts with direct to garment (DTG) printing.
“I love seeing people wearing my designs and the reactions they get!
I use my custom printed shirts to promote my art and people just love wearing it! It makes people so happy!”
What is direct to garment shirt printing vs screen printing?
You probably already know the basic idea behind screen printing. Simply put, a design is added to a garment in layers using a separate screen for each color in the design. But, when producing designs with many colors, more layers/screens are needed. When more screens are needed, the production cost increases.
In contrast, DTG works much like your at-home printer, printing the complete design in one pass. Because of this one-step process,DTG t shirt printing can be more cost-effective for our customers like Bryson who want to create apparel with very colorful designs.
“We’re all here for a short time yet we can plant so many seeds in our lifetime.
I use my art to plant seeds of joy, love, healing, and hope, among many others! Those seeds have the potential to grow into something far more beautiful than we ever imagined!“
Bryson’s favorites for custom printed sweatshirts?
DTG printing is great for large designs with many colors and is great for printing photographic images onto apparel. However, it’s not without its limitations. Most importantly, DTG must be used with 100% cotton or 100% cotton-faced fabric. Because the ink used is water-based, it cannot adhere to unnatural fibers like polyester.
Which is better, DTG or screen printing?
Learn more about the pros and cons of both printing options HERE. Still have questions? Reach us via chat or by calling 866-792-5265. Our team is available to answer any of your custom printing questions!
You might be asking yourself, “what the heck even is a DTG?” DTG stands for Direct to Garment. In other words, a digital printer much like the one you have in your office, but bigger. Try and imagine if you will, a desktop printer that prints directly onto a t-shirt! Pretty cool huh? For the last 12 years, DTG printing has been the “the kid” on the block. Over the years, DTG technology has made great advances. Thus positioning itself as a top player in the garment decoration industry. DTG seems to be the newer hot printing process, however, each print method has its pros and cons. Join me while we discuss and finally discover: DTG vs Screen printing and which one is better!
In 1996, an engineer by the name Matt Rhome invented the DTG printer. However, the new print process would not catch much traction until Brother put out its own DTG printer in 2004. Big corporations such as Brother, Epson & Ricoh have thrown their hat into the DTG arena. The process of DTG entails loading a single t-shirt onto a platen or table and then sending a print job from a Rasterize Image Processing program. Once the DTG printer receives the print job, you press the PRINT button and you’re off to the races. The size of the print and the settings used will dictate how long the print will take. Typically you can have a small print completed in 40 seconds or a big print completed in up to 2 and a half minutes.
Because the DTG t-shirt printing process is fully digital, this means you can print photographic images in less than a minute (if on a light t-shirt). Achieving the same effect through traditional screen printing would entail much more work (several screens/inks required). THIS is the beauty of DTG t-shirt printing; convenience and time saved (in some cases)
Pros of DTG:
Usually easy to get into business with a DTG machine as they are affordable to most business owners
You don’t need a lot of space (basically a desktop machine)
Easy setup
Great for printing photographic images
DTG full color photo print of the Greatest and the King
Any image that includes white ink, the garment then MUST be pretreated with a special pretreatment liquid. This pretreat makes it so that the white ink bonds do your t-shirt. Without the pretreat, the white ink will just fall and bleed right into the shirt and the results will not be favorable.
If too much pretreat is applied to the shirt, this may cause staining to the garment. If too little pretreat is applied, the white ink will not adhere to the shirt and the print will be ruined.
When printing on dark shirts, it will first print a white layer of ink or “Underbase Layer” and then the color on top. This two-layer process, depending on the size of the image can take anywhere from 2 to 4 minutes per print (far exceeding the time it would have taken to screenprint in some cases)
Maintenance of the DTG machine is a huge factor when it comes to the print quality and life of the printer. Without proper maintenance, the DTG printer will yield poor print results (banded lines through print, missing color, fuzzy prints, print head clogs). Lack of maintenance could be a high cost in repair, should a print head or ink tub clog. DTG machines are a use it or lose it type of equipment in that if the machine is left sitting with ink in the system and not being used, the machine will most likely clog and will require time and money in repairs in most cases.
Screenprinting: A process tried and true
Screen printing, on the other hand, is as old as dirt! Not quite but almost! You might be surprised that the screen print process has been dated as far back as 960-1279 AD. This print method was used in China around the time of the Song Dynasty. Screen printing made it’s way to the western world during the 18th century but did not become as popular in Europe until silk mesh easily accessible. Let us time travel to the present time where today we have screen printing very much dialed in with photo-reactive chemicals and equipment to make the process much easier.
With screen printing, 1 screen must be created per color within the graphic to be printed. So you’ll find that screen printers tend to base pricing based on how many colors are within the image. If you have a great deal of color within your graphic, this could more than likely drive up the cost significantly. Because with screen printing plastisol ink is the main type of ink used, you can expect the life of the print to really go along way, decades even! The quality usually has a texture to it that you can definitely feel, and visually the quality is very favorable. Nice and solid!
While screen printing is a manual process of a squeegee pulling ink across mesh screen of negative space, these days, there are automatic presses that will do most of the work for you, which is a screen printer’s dream! However one would still need to set up the t-shirts and create/set up the screens which do take some time. After screen setup, you’re ready to rock and print very easily.
Pros of screen
printing:
A tried and true process
Solid quality print that will last a very long time
You can print 1 color print lightning fast
Various types of plastisol ink can be used (glow, puff & metallic ink)
Metallic Silver screenprint plastisol ink
Cons of screen printing:
1 color per screen, multiple colors will result in higher price
Longer set up a time
Messy cleanup
Lots of expensive equipment needed
You must learn how to use all of the equipment
You need a lot of space for all of the equipment
So DTG vs Screenprinting, which one is better? This question actually cannot be definitively answered as both processes are great for different things! Instead of asking which print process is better, ask yourself, “which print process is best for this graphic?”. If you have a photographic image with tons of color, this is not a graphic you will want to screenprint has you will need to generate many screens to even get close to an accurate depiction of what the actual image is. DTG would be a far greater option to consider for a very colorful image.
Now say you have a 1 color graphic on dark shirts, which print process would you choose?? If you answered “screenprinting” you are correct! Screen printing would be the preferred print method as you will easily be able to knock out the print job as fast as you can pull a squeegee across the screen.
Questions to ask yourself
While both print processes have their own pros and cons, as do most things in life, you want to look at your graphic/print job and ask yourself the following questions.
Is this a high quantity order
Does this have minimal color
Then it is probably a
screenprint job.
Does this print job have a low qty
Is this graphic over 5 colors
Then you’re most
likely looking at a DTG job.
At any rate, you can always reach out to us at Blanskstyle.com to help steer you in the right direction should you have these questions regarding which print method would be best for your design or project. Once you submit a quote on Blankstyle we will review your print order and from there we will be better able to determine which print method would be the best to proceed with. We would be more than happy to help point you in the right direction.
As you dive into the New Year, it’s important to keep an eye on the 2016 Color Trends when getting your orders together. Luckily we’ve done the legwork for you! We’ve rounded up the 10 most coveted pantones for Spring 2016, because making your life a little easier is kind of what we do best. Click to Shop!
This feminine color works well for women’s basics
Rose Quartz
The palette of Spring 2016 looks to the skies and draws inspiration from the colors of the clouds. Coming out on top, Rose Quartz is a nostalgic favorite. It’s the color of sunset on those summer camping trips. It’s the color of fluffy cotton candy at the Boardwalk. And it also reminds you of your grandmother…which ends up feeling pretty cool because you love your granny, and you wish you could wrap yourself up in it. This luxe pastel holds onto the warm fuzzy feelings of Baby Pink while offering modern hints of Mauve and Taupe. The Next Level 3300L is the perfect choice!
This Comfort Colors tee comes in many reined color options
Serenity
Like Rose Quartz, Serenity pays homage to the milky #skybluepink hues found in a summer sunset. This Cornflower Blue shade with Violet undertones compliments most skin tones, and sells well for men, women and kids of all ages!
This Boxy Tee is a stylish option for fashion blanks
Peach Echo
As a pastel appendage to the popular shades of Coral, Peach Echo lightens things up and takes a softer approach. This springtime blush adds a sophisticated splash of color against April showers and sun-kissed skin alike. BELLA+CANVAS offers many styles in this rosey Coral shade!
This classic tee is made with 100% ringspun cotton for the softest feel
Lilac Grey
No sky-tone palette would be complete without Lilac Grey—the color of rainy mornings. This stormy hue is a neutral tone that will look great against most skin tones and will fit in well with most collections!
This Ladies Rocker Tee features a relaxed fit and raw edges
Limpet Shell
In addition to sky tones, designers are also being inspired by the colors of the river–characterized by key notes of moss, rocks and rushing water. A dustier version of Robin Egg, Limpet Shell is a creamy blue dream. This mossy tone has a vintage flair and is perfect for your collection if your customers love color but crave a sense of sophistication.
This fitted ladies tee is the perfect summer staple
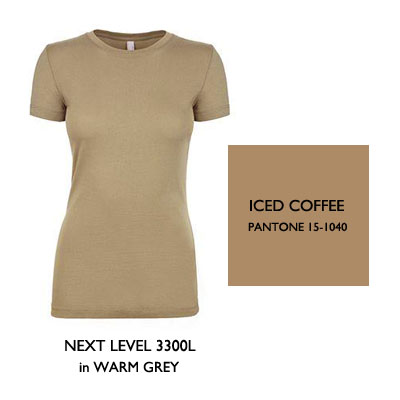
Iced Coffee
This earthy Taupe reflects the sandy banks of a riverbed. It pairs well with cool tones as well as other warm tones–particularly Peach Echo (wink, wink; nudge, nudge). It’s always nice to see a strong toasty beige make it onto the Pantone’s Top 10 Color List for 2016. Plus, who doesn’t like Iced Coffee!?
One of our best-selling tees, the 3600 is a stylish fitted t-shirt
Snorkel Blue
As deep as the Pocomoke River, this moody, inky shade has just the right amount of Navy with just the right amount of Teal. Snorkel Blue rides the wave of the Indigo trend, making it a shoo-in for sales and customer satisfaction—especially since this color looks good on everyone! Get the look with the Next Level 3600 in Cool Blue!
This ladies dolman sweater is also available in heather and marble colors
Buttercup
To round out the 2016 colors, we’ve got three bold and lively accent colors to spice things up. Buttercup, the most pure and true form of Yellow, instills a sense of adventure and happiness as it reminds you of the exotic vacations you always talk about planning but never actually plan.
This Bella+Canvas Triblend tee is one of our best sellers
Fiesta
This rich, Orange-tinted shade makes you look like you just got back from a tropical vacation. Aside from catching the eye of everyone in the room, those who dare to rock Fiesta this summer will be showered in compliments, because this color gives the illusion of an awesome summer tan on even the pastiest of patrons. It is sure to be a hit with tank tops, dresses and tees like the BELLA+CANVAS 3413 Unisex Triblend.
One of our most popular styles, this classic tee comes in many colors
Green Flash
Green Flash is a smooth mix between Grass and Vintage Green. With more depth than a mere Neon or Kelly shade, this color will brighten up your collection in a flash (see what I did there?) It looks great with Snorkel Blue and Limpet Shell! Try the Gildan 2000 in Lime!
Pullover sweatshirts are a classic staple. With so many options, it’s tough to make your brand’s pullover sweatshirt stand out from all the rest. Luckily, there’s no better time to sell branded fleece! These days there’s so many wholesale variations available just waiting to be printed or embroidered. We’ve got your guide to the most practical options for your brand and the hottest selling pullover trends that are sure to vamp up your line!
Left: HUF Native Box Logo Sweatshirt photo courtesy of Pacsun. Right: BELLA+CANVAS 3901 Unisex Triblend Sponge Fleece
The crew neck pullover sweatshirt is officially the new hoodie. It’s easy to layer and perfect for those fall nights when its not quite wet enough for a hood! With a clean line, this style offers the perfect blank canvas for printed fleece because there’s no pockets or cords to get in the way. Make it work for your collection: Print your designs onto the front, across the upper back or on the sleeve. Make sure to choose a blank pullover sweatshirt with a dynamic color or texture. Try heather or marbled styles like theBELLA+CANVAS 3901Raglan Sleeve for a look that will stand out against the competition.
Color Block Sweatshirts
Left: Diamond Supply Co Crown Terry Crew Neck Fleece photo courtesy of Pacsun. Right: Alternative Apparel AA3202 Unisex Color Blocked Fleece cRew
Whether you’re looking to print big or small, contrast details and color blocking is one of the best options for your brand right now. Finding pullover sweatshirts with contrasting sleeves, neck bands or waistbands is a great way to add a little bit of edge to your pullover and make your merch stand out. Try the Alternative Apparel AA3202 Fleece crew with a raglan sleeve—available in 3 color blocked options! Or the Independent Trading Company IND30RC with 5 color options!
DTG Printed Photo Pullovers
Left: HUF Sunset Box Logo Hoodie. Right: American Classics Muhammad Ali Crew Fleece, photos courtesy of Pacsun
Picture perfect prints are still a hot item, especially in streetwear.Printing with DTG (Direct-to-Garment) ensures photo-realistic print quality onto any surface that is 90% cotton or more. This process can also be used for intricate, colorful designs that are too detailed and too expensive for the color separation needed in screen printing. While DTG is often used to print the entire rectangular shape of a photo, you can also remove the background for free-standing images—seen here on this American Classics style.
Embroidered Pullovers
Left: NEFF Winter Camp Zip Up Hoodie photo courtesy of Pacsun. Right: Cotton Heritage M2450 Boston Crew Neck Pullover
Embroidery is a trend we’ve been seeing for a while now and it’s officially the must-have application for Fall 2016. Small embroidered logos add a clean bit of edge to an otherwise basic pullover sweatshirt. Show some personality–try introducing a group of embroidered sweatshirts, all with a funky cartoon design! You can also use this as an opportunity to add a bit of color if you’ve got a neutral palette. The Cotton Heritage M2450 is the perfect economical option for embroidered pullover sweatshirts!
Henley Pullovers
Left: RVCA Cap II Pullover Hoodie photo courtesy of Pacsun. Right: American Apparel RSA0426 Shawl Collar Rugby
The Henley neckline is making a comeback this fall and made its way into the outerwear market. The Henley pullover makes for a unique item that can be dressed up or dressed down for day or night. A good printable henley pullover is a little tough to come by—luckily there’s American Apparel and the RSA4026! The price will run a little higher than your standard hoodie, but if you think you’ve got the customer for it then you’ll probably have success with style!
Some people seem to have entrepreneurship in their blood. Neeraj “Mickey” Sachdeva, CEO and founder of Cotton Heritage came by both his entrepreneurial sense and his understanding of textiles honestly.
The Sachdeva family has a strong tradition of working with textiles. Mickey was actually raised in a city, which is considered to be the capital of the knitwear garment industry in North India. And the family business, Roochi Traders, a leading distributor of sportswear and active wear, was founded by Mickey’s father, Vishwa Sachdeva, back in 1982, the year that the Sachdeva family came to the United States.
In a true immigrant success story, Vishwa landed in the US with only $25 in his pocket, and looked to textiles to help provide a living for the family. He started importing fabrics from Japan with the help of some relatives. Then in 1986, when the Japanese yen turned strong, and it was no longer profitable to import from Japan, Vishwa began selling garments to Indian shops in the Los Angeles area. It was a true family business. Mickey’s mother, Prem, would sew from 6 AM to midnight every day, making the clothes that Vishwa would later sell. Both Mickey and his brother, Vikram (Vik), helped out with the family business when they weren’t busy with schoolwork.
Mickey was only 14 when the family left India and moved to California, but it didn’t take him long before he jumped straight into American commerce. First, he took on a newspaper route. Then he got a job washing recreational vehicles. He flipped hamburgers at Wendy’s, and worked as a cashier at Knott’s Berry Farm. He got a job at a General Motors plant and then as a bank teller. He was just a teenager, but Mickey already had had more jobs than most people twice his age. Mickey says that initial work experience was critical to his later success. “It gave me an insight into a lot of different things,” says Mickey. “How to deal with people, how to handle money, how businesses work.”
By 11th grade, Mickey, was anxious to take the jump from working for others to working for himself and so he began pressuring his father to let him take on a bigger role in the family clothing business. “But my dad, a typically Indian father, wanted me to concentrate on my education first,” says Mickey. “I was very persistent and told him I would bug him every day about it. So Mickey was put to the test. He was dropped off at the Los Angeles flea market with a box of 24 dozen undergarments and told to sell them. Only seventeen, Mickey wasn’t given any instructions about how to make the sales, but he still managed to sell nearly all of the undergarments in the box, and the experience only whetted his appetite for more.
While enrolling in college, Mickey started selling garments out of the family garage. That small business grew and grew until finally a neighborhood complained about the large trucks showing up to the Sachdeva residence on nearly a daily basis. Instead of being defeated, the push out of the family garage gave Mickey the momentum to move to a real warehouse, an 800-square foot space in Santa Fe Springs, California.
Today, the company is based in a 110,000-square-foot warehouse in the City of Commerce, its headquarters since 1996. The company also has distribution centers in New York and Miami, for a total of 165,000 square feet of warehouse space. A far cry from that initial start in the family garage.
And Cotton Heritage still remains true to the Indian heritage of the Sachdeva family. All the goods are manufactured in South East Asia and in other Eastern garment industry hubs. Because they can speak the language and understand the cultures of these countries, it makes it an easy place for the Cotton Heritage brand to be manufactured. Mickey says that these days, his only goal is to make clothes that he wants to wear. That means, using the best yarns and dyes possible and making sure that quality control is top notch.
This commitment to quality means that Cotton Heritage shirts are considered to be one of the best shirts for direct to garment printing. Mickey says that they achieve this by choosing the right quality yarns, knitting them tightly and then by choosing the right dyes and chemical suppliers and enzyme helps the product to create a flat and good surface for printability. They also use an enzyme wash to keep the clothes extremely soft (The enzyme removes all the impurities from the surface of the fabric and gives it a better appearance, surface, and hand feel.